

Tērauda caurule automašīnu daļām / SCM420H SCM440H SCM435 automašīnu tērauda caurules
Iespējas
Materiāla pakāpe:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C utt.
Virsmas apstrāde:
1.Bared
2. Melni krāsots (lakas pārklājums)
3.Cinkots
4.Eļļots
5.Pēc klientu domām.
JIS G3445 Precīzijas tērauda caurules galvenokārt tiek izmantotas automašīnu un precīzu mašīnu detaļās automašīnām un cilindriem.spiediena lietošanai, kā arī tvaika, ūdens, gāzes cauruļvadu transportēšanai.
Ķīmiskais sastāvs
| Novērtējums | Apzīmējums | Vienība (%) | ||||||
| C | Si | Mn | P | S | Nb vai V | |||
| 11. klase | A | STKM 11A | 0,12 maks. | 0,35 maks. | 0,60 maks. | 0,040 maks. | 0,040 maks. | - |
| 12. klase | A | STKM 12A | 0,20 maks. | 0,35 maks. | 0,6 maks. | 0,04 maks. | 0,04 maks. | |
| B | STKM 12B | |||||||
| C | STKM 12C | |||||||
| 13. klase | A | STKM 13A | 0,25 maks. | 0,35 maks. | 0,30 ~ 0,90 | 0,040 maks. | 0,040 maks. | - |
| B | STKM 13B | |||||||
| C | STKM 13C | |||||||
| 14. klase | A | STKM 14A | 0,30 maks. | 0,35 maks. | 0,30 ~ 1,00 | 0,040 maks. | 0,040 maks. | - |
| B | STKM 14B | |||||||
| C | STKM 14C | |||||||
| 15. klase | A | STKM 15A | 0,25 ~ 0,35 | 0,35 maks. | 0,30 ~ 1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 15C | |||||||
| 16. klase | A | STKM 16A | 0,35 ~ 0,45 | 0,40 maks. | 0,40 ~ 1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 16C | |||||||
| 17. klase | A | STKM 17A | 0,45 ~ 0,55 | 0,40 maks. | 0,40 ~ 1,00 | 0,040 maks. | 0,040 maks. | - |
| C | STKM 17C | |||||||
| 18. klase | A | STKM 18A | 0,18 maks. | 0,55 maks. | 1,50 maks. | 0,040 maks. | 0,040 maks. | - |
| B | STKM 18B | |||||||
| C | STKM 18C | |||||||
| 19. klase | A | STKM 19A | 0,25 maks. | 0,55 maks. | 1,50 maks. | 0,040 maks. | 0,040 maks. | - |
| C | STKM 19C | |||||||
| 20. klase | A | STKM 20A | 0,25 maks. | 0,55 maks. | 1,60 maks. | 0,040 maks. | 0,040 maks. | 0,15 maks |
Mehāniskās īpašības
| Tērauda pakāpe | Ražas stiprums (Mpa) | Stiepes izturība (Mpa) | Pagarinājums (%) | |
| Vārds | Nē. | ReH (min) | Rm (min) | A(min) |
| STKM 11A |
| _ | 290 | 35 |
| STKM 12A |
| 175 | 340 | 35 |
| STKM 12B |
| 275 | 390 | 25 |
| STKM 12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| STKM 11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
Tolerance
| IZMĒRS | Pieļaujamā tolerance | Īpaša tolerance | ||
| OD | WT | OD | WT | |
| 4mm-20mm | ±0,25 mm | <3 mm±0,3 mm;
≥ 3 mm ±10%
| ±0,05 mm | ±0,05 mm |
| 20mm-30mm | ±0,25 mm | ±0,08 mm | ±0,08 mm | |
| 31-40 mm | ±0,25 mm | ±0,10 mm | ±0,08 mm | |
| 41-49 mm | ±0,25 mm | ±0,15 mm | ±0,15 mm | |
| 50-80 mm | ±0,5% | ±0,20 mm | ±0,20 mm | |
| 81-120 mm | ±0,5% | ±0,30 mm | ±0,30 mm | |
Piegādes nosacījums
| Apzīmējums | Simbols | Apraksts |
| Aukstā apdare (cieta) | BK(+C) | Caurules pēc galīgās aukstās formēšanas netiek pakļautas termiskai apstrādei, un līdz ar to tām ir diezgan augsta deformācijas izturība |
| Aukstā apdare (mīksta) | BKW | Pēc pēdējās termiskās apstrādes seko aukstā vilkšana, kas ietver ierobežotu deformāciju.Atbilstoša turpmāka apstrāde nodrošina zināmu aukstās formēšanas pakāpi (piemēram, liekšanu, izplešanos) |
| (+LC) | ||
| Aukstā apdare un stresa mazināšana | BKS (+SR) | Termiskā apstrāde tiek veikta pēc pēdējā aukstās formēšanas procesa.Ievērojot piemērotus apstrādes apstākļus, atlikušo spriegumu palielināšanās ļauj zināmā mērā gan formēt, gan apstrādāt. |
| Atkvēlināts | GBK(+A) | Pēdējam aukstās formēšanas procesam seko atkausēšana kontrolētā atmosfērā. |
| Normalizēts | NBK(+N) | Pēdējam aukstās formēšanas procesam seko atkausēšana virs augšējā transformācijas punkta kontrolētā atmosfērā. |
Piegādes nosacījums
| Apzīmējums | Simbols | Apraksts |
| Aukstā apdare (cieta) | BK(+C) | Caurules pēc galīgās aukstās formēšanas netiek pakļautas termiskai apstrādei, un līdz ar to tām ir diezgan augsta deformācijas izturība |
| Aukstā apdare (mīksta) | BKW | Pēc pēdējās termiskās apstrādes seko aukstā vilkšana, kas ietver ierobežotu deformāciju.Atbilstoša turpmāka apstrāde nodrošina zināmu aukstās formēšanas pakāpi (piemēram, liekšanu, izplešanos) |
| (+LC) | ||
| Aukstā apdare un stresa mazināšana | BKS (+SR) | Termiskā apstrāde tiek veikta pēc pēdējā aukstās formēšanas procesa.Ievērojot piemērotus apstrādes apstākļus, atlikušo spriegumu palielināšanās ļauj zināmā mērā gan formēt, gan apstrādāt. |
| Atkvēlināts | GBK(+A) | Pēdējam aukstās formēšanas procesam seko atkausēšana kontrolētā atmosfērā. |
| Normalizēts | NBK(+N) | Pēdējam aukstās formēšanas procesam seko atkausēšana virs augšējā transformācijas punkta kontrolētā atmosfērā. |
| Augstas precizitātes tērauda caurules noliktavā | ||||||||||
| OD | Biezums (mm) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1,5 | 6*2 | |||||||
| 8 | 8*1 | 8*1,5 | 8*2 | |||||||
| 10 | 10*1 | 10*1,5 | 10*2 | 10*2,5 | ||||||
| 12 | 12*1 | 12*1,5 | 12*2 | 12*2,5 | 12*3 | |||||
| 14 | 14*1 | 14*1,5 | 14*2 | 14*2,5 | 14*3 | |||||
| 15 | 15*1 | 15*1,5 | 15*2 | 15*2,5 | 15*3 | 15*3,5 | ||||
| 16 | 16*1 | 16*1,5 | 16*2 | 16*2,5 | 16*3 | 16*3,5 | 16*4 | 16*4,5 | ||
| 18 | 18*1 | 18*1,5 | 18*2 | 18*2,5 | 18*3 | 18*3,5 | 18*4 | 18*4,5 | ||
| 20 | 20*1 | 20*1,5 | 20*2 | 20*2,5 | 20*3 | 20*3,5 | 20*4 | 20*4,5 | 20*5 | |
| 22 | 22*1 | 22*1,5 | 22*2 | 22*2,5 | 22*3 | 22*3,5 | 22*4 | 22*4,5 | 22*5 | |
| 25 | 25*1 | 25*1,5 | 25*2 | 25*2,5 | 25*3 | 25*3,5 | 25*4 | 25*4,5 | 25*5 | |
| 28 | 28*1 | 28*1,5 | 28*2 | 28*2,5 | 28*3 | 28*3,5 | 28*4 | 28*4,5 | 28*5 | |
| 30 | 30*1 | 30*1,5 | 30*2 | 30*2,5 | 30*3 | 30*3,5 | 30*4 | 30*4,5 | 30*5 | 30*6 |
| 32 | 32*1,5 | 32*2 | 32*2,5 | 32*3 | 32*3,5 | 32*4 | 32*4,5 | 32*5 | 32*6 | |
| 34 | 34*1,5 | 34*2 | 34*2,5 | 34*3 | 34*3,5 | 34*4 | 34*4,5 | 34*5 | 34*6 | |
| 35 | 35*1,5 | 35*2 | 35*2,5 | 35*3 | 35*3,5 | 35*4 | 35*4,5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2,5 | 38*3 | 38*3,5 | 38*4 | 38*4,5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40*2,5 | 40*3 | 40*3,5 | 40*4 | 40*4,5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42*2,5 | 42*3 | 42*3,5 | 42*4 | 42*4,5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45*2,5 | 45*3 | 45*3,5 | 45*4 | 45*4,5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2,5 | 46*3 | 46*3,5 | 46*4 | 46*4,5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2,5 | 48*3 | 48*3,5 | 48*4 | 48*4,5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50*2,5 | 50*3 | 50*3,5 | 50*4 | 50*4,5 | 50*5 | 50*6 | ||
| 54 | 54*2,5 | 54*3 | 54*3,5 | 54*4 | 54*4,5 | 54*5 | 54*6 | |||
| 60 | 60*2,5 | 60*3 | 60*3,5 | 60*4 | 60*4,5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3,5 | 65*4 | 65*4,5 | 65*5 | 65*6 | ||||
| 75 | 75*3,5 | 75*4 | 75*4,5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4,5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| Piezīme: Mēs varam ražot citus izmērus atbilstoši jūsu prasībām.Virsmas apstrāde: spilgta, cinkota, fosfāta utt. | ||||||||||
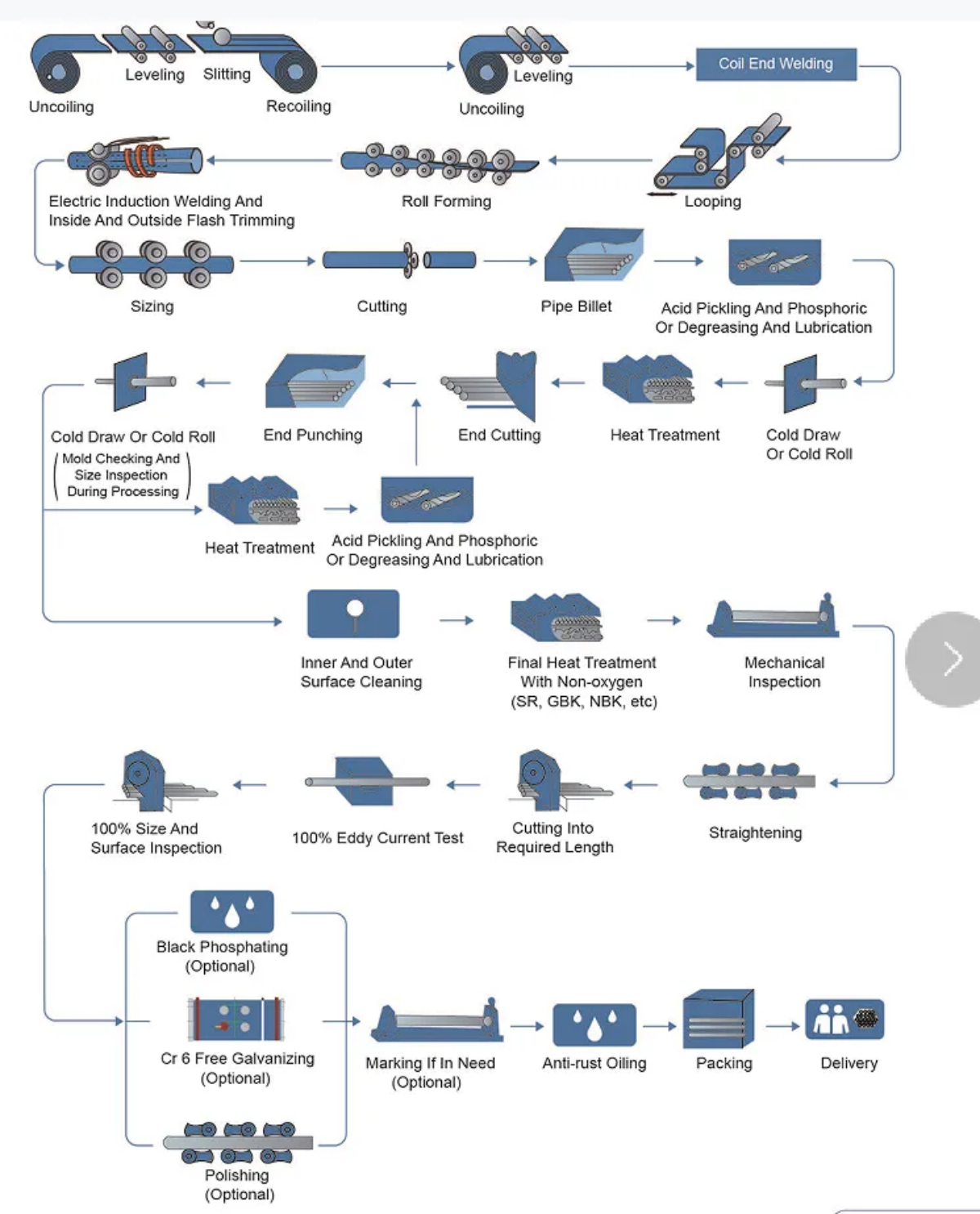
Ražošanas process
Priekšrocības

Stiprināt produktu pārbaudi katrā ražošanas posmā, kas aprīkots ar pilnu testēšanas aprīkojumu: nesagraujošā virpuļstrāvas testēšana, augstspiediena pretestības testēšanas iekārta, universāla mehāniskā stiepes pārbaudes iekārta, lieces plakanas uzliesmojumu pārbaudes iekārta, tīrības analizators, metāla elementu analizators utt. Ievērojiet produktu mehāniskās īpašības, procesa veiktspējas pārbaudi, sniedziet spēcīgu garantiju kvalificētiem produktiem.
Kvalitātes nodrošināšana
1. Stingri saskaņā ar JIS G3445 standartu vai citiem standartiem.
2. Paraugs: paraugs ir bezmaksas pārbaudei.
3. Testi: sāls izsmidzināšanas tests / stiepes tests / virpuļstrāvas / ķīmiskā sastāva tests pēc klienta pieprasījuma
4. Sertifikāts: IATF16949, ISO9001, SGS utt.
5.EN 10204 3.1. Sertifikācija