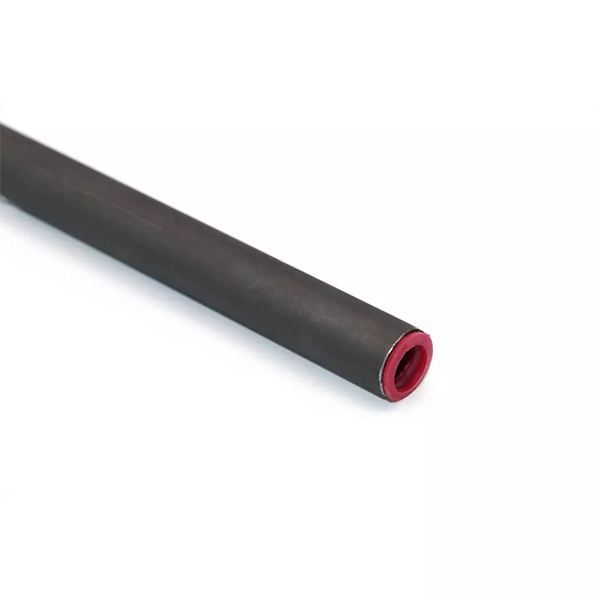
ST37 ST35 ST52 augstas precizitātes tērauda cauruļu caurule
Din 2391 bezšuvju tērauda caurule (Din 2391, En 10305-1, en 10305-4, BS 6323 precīza bezšuvju tērauda caurule NBK GBK)
Specifikācija
| Standarta | DIN2391 DIN1630 DIN2448 |
| Novērtējums | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| Piegādes nosacījums | NBK(+N) BK(+C) GBK(+A) BKW(+LC) BKS(+SR) |
| Izmērs | OD: 4 līdz 219 mm Biezums 0,5-35 mm, garums: 3 m, 5,8, 6 vai atbilstoši prasībām |
| Pabeigt | Cinkota virsma (skaida/dzeltena/krāsaina) Cinka pārklājums 8-12um |
| Pieteikums | Hidrauliskā sistēma;Auto/autobuss;celtniecības transportlīdzeklis |
| Piegādes laiks | A.3 dienas, ja šī prece ir krājuma prece. B. Apmēram 30 dienas atkarībā no daudzuma |
VIRSMAS APSTRĀDE
1. Neapstrādāta caurule (bez pārklājuma): gaiša un gluda
A. Sudraba cinkots
B. Dzeltens cinkots
C. Olīvzaļa pārklājuma
Slāņa biezums: 8-20um, Sāļš izsmidzināšanas tests: 48-150 stundas
3. Melnais fosfāts
Dažādi lauki
1. Automobiļu jomas
A. Degvielas iesmidzināšanas caurules/sprauslas
B. CNG (saspiestas dabasgāzes) caurule — pārraušanas spiediens: 1307 bar, darba spiediens: aptuveni 350 bar
C. Piedziņas transmisija: Stūres statņa elementi
D. Zobratu vārpstas, rokas bremze, priekšējās asis, gaisa spilvenu inhalatori, stabilizatori, sēdekļu stiprinājumi, priekšējo riteņu piedziņas vārpstas
2. Hidrauliskie lauki
A. Hidrauliskās ķēdes (HPL), pneimatiskās līnijas un hidrauliskā piekare
B. Hidrauliskie cilindri (HPZ)
Ķīmiskais sastāvs
| Tērauda pakāpe | C | Si | Mn | P | S | Al | |
| Vārds | Nē. | maks | maks | maks | maks | maks | maks |
| ST35 | 1.0308 | 0.17 | 0,35 | 0,4 min | 0,025 | 0,025 | — |
| ST45 | 1.0408 | 0.21 | 0,35 | 0,4 min | 0,025 | 0,025 | — |
| ST52 | 1.058 | 0.22 | 0,55 | 1.6 | 0,025 | 0,025 | — |
Mehāniskās īpašības
| Tērauda pakāpe | Ražas stiprums (Mpa) | Stiepes izturība (Mpa) | Pagarinājums (%) | |
| Vārds | Nē. | ReH (min) | Rm (min) | A(min) |
| ST35 | 1.0308 | 235 | 340 līdz 480 | 25 |
| ST45 | 1.0408 | 255 | 440 līdz 570 | 21 |
| ST52 | 1.058 | 355 | 490 līdz 630 | 22 |
Tolerance
| OD | Pieļaujamā tolerance | Īpaša tolerance | ||
|
| GB/T3639 | DIN2391 | OD | WT |
| 4mm-20mm | ±0,10 mm | ±0,08 mm | ±0,05 mm | ±0,05 mm |
| 20mm-30mm | ±0,10 mm | ±0,08 mm | ±0,08 mm | ±0,08 mm |
| 31-40 mm | ±0,15 mm | ±0,15 mm | ±0,10 mm | ±0,08 mm |
| 41-60 mm | ±0,20 mm | ±0,20 mm | ±0,15 mm | ±0,15 mm |
| 61-80 mm | ±0,30 mm | ±0,30 mm | ±0,20 mm | ±0,20 mm |
| 81-120 mm | ±0,45 mm | ±0,45 mm | ±0,30 mm | ±0,30 mm |
Piegādes nosacījums
| Apzīmējums | Simbols | Apraksts |
| Aukstā apdare (cieta) | BK(+C) | Caurules pēc galīgās aukstās formēšanas netiek pakļautas termiskai apstrādei, un līdz ar to tām ir diezgan augsta deformācijas izturība |
| Aukstā apdare (mīksta) | BKW | Pēc pēdējās termiskās apstrādes seko aukstā vilkšana, kas ietver ierobežotu deformāciju.Atbilstoša turpmāka apstrāde nodrošina zināmu aukstās formēšanas pakāpi (piemēram, liekšanu, izplešanos) |
| (+LC) | ||
| Aukstā apdare un stresa mazināšana | BKS (+SR) | Termiskā apstrāde tiek veikta pēc pēdējā aukstās formēšanas procesa.Ievērojot piemērotus apstrādes apstākļus, atlikušo spriegumu palielināšanās ļauj zināmā mērā gan formēt, gan apstrādāt. |
| Atkvēlināts | GBK(+A) | Pēdējam aukstās formēšanas procesam seko atkausēšana kontrolētā atmosfērā. |
| Normalizēts | NBK(+N) | Pēdējam aukstās formēšanas procesam seko atkausēšana virs augšējā transformācijas punkta kontrolētā atmosfērā. |
Kvalitātes nodrošināšana
1. Stingri saskaņā ar DIN2391/EN10305 vai citu standartu.
2. Paraugs: paraugs ir bezmaksas pārbaudei.
3. Testi: sāls izsmidzināšanas tests / stiepes tests / virpuļstrāvas / ķīmiskā sastāva tests pēc klienta pieprasījuma
4. Sertifikāts: IATF16949, ISO9001, SGS utt.
5.EN 10204 3.1. Sertifikācija
Produktu iepakojums